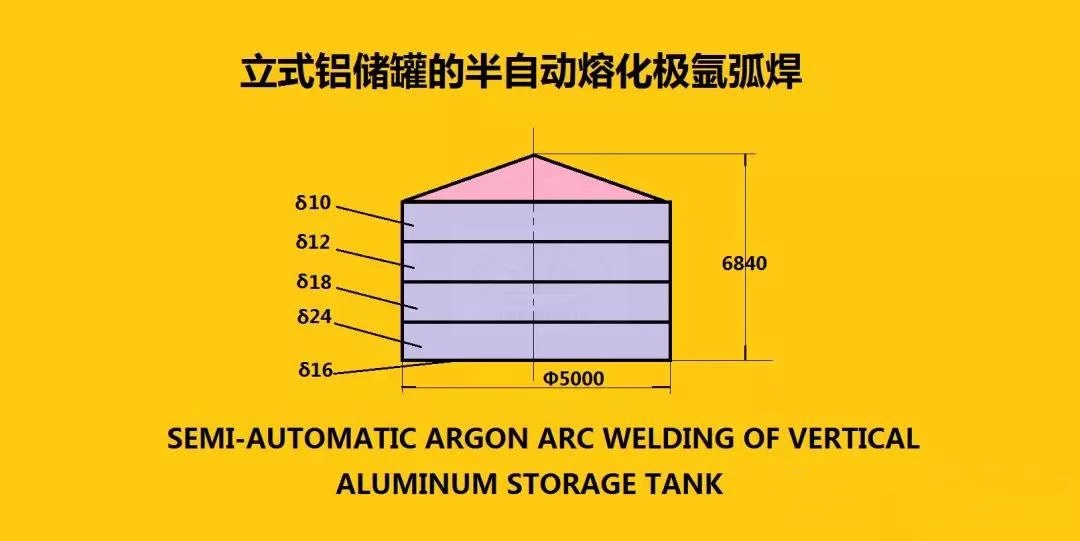
The structure diagram of aluminum storage tank showing in the following figure. Its material is industrial aluminum L2. With a height of about 7 meters and a diameter of 5 meters. The tank weighs about 6t.
The welding equipment using usually a large capacity of the melting inert gas shielded welding machine. For example, nb-500 type gc-arc welding machine with melting electrode has a current adjustment range of 50 ~ 500A. Welding wire selection L1, diameter of 1.6mm and 2.0mm. Its aluminum content is higher than L2 industrial pure aluminum. It can ensure the corrosion resistance of welded joints requirements. The purity of shielding argon should not be lower than 99.96%.
The groove form of the welded joint is as follows: the groove of the bottom of the tank adopts a permanent liner with large gap pad; V-shaped groove Angle of 50 ~ 55°, gap of 4 ~ 6mm.Tube joint groove. Plate thickness less than 16mm, v-shaped groove, slope Angle 65 ~ 70°. Clearance 0 ~ 1mm, blunt edge 4 ~ 5mm;Plate thickness 18 ~ 25mm. X-shaped groove, slope Angle 55 ~ 60°, clearance 0 ~ 1mm, blunt edge 4 ~ 6mm.
Before welding groove and wire to clean up, generally first use stainless steel wire wheel for mechanical cleaning. And then use chemical cleaning method, welding wire only chemical cleaning method. The cleaned groove should be welding within 2h. And the exposed time of cleaned and dried wire in the atmosphere should not exceed 4h. Seeing figure 1 for specific cleaning methods.
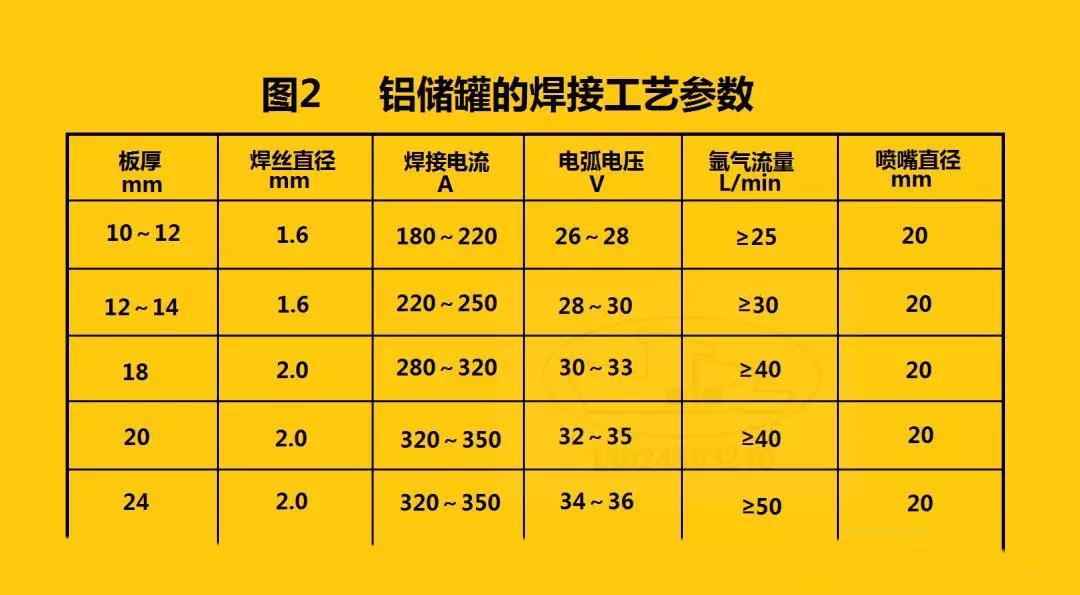
Vertical aluminum storage tank i dividing into three parts: bottom, top and barrel, which assembleing and weld respectively. The bottom of the tank and the top of the tank welding on the platform. The top of the tank welding on a conical skeleton and the barrel is welded on the rotary table. The arc initiating plate and workpiece are the same thickness and the size is 100×80mm. The specific welding parameters are shown in figure 2.