For pure aluminum pipeline of concentrated nitric acid (> 99.8%) cooler. Advanceing welding equipment and reasonable welding process are needed to meet the production requirements.Because the characteristics of the material and the particularity of the welding process
Aluminum and aluminum alloy materials are widely use in modern industrial production. In the chemical industry, it is a more common process tube. Aluminum has many good characteristics, not only the density small. The oxidation corrosion resistant performance is good.But also the good conductive thermal conductiv in the air. The surface of the aluminum oxide film to form a dense layer of Al2O3.This layer of oxide film can prevent further oxidized parent metal. Due to this characteristic, the aluminum metal stored in nitric acid and nitric acid has been widely use in pipeline.This paper takes the production of concentrate nitric acid cooler with an annual output of 30,000 tons of concentrated nitric acid.Briefly describes two different welding methods of industrial pure aluminum pipeline.And make a comparison to select a more reasonable welding process for application in production.
Due to the characteristics of aluminum and its alloy materials and the particularity of its welding process. The welding process requirements of industrial pure aluminum pipeline are different from those of general carbon steel. And the welding process differences are larger in some aspects than those of carbon steel.
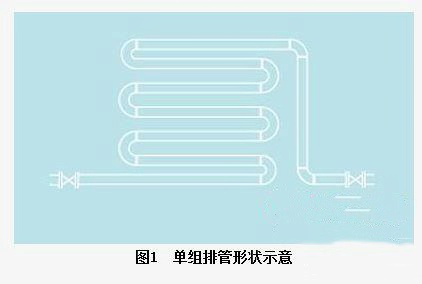
The concentrated nitric acid cooler a group of s-shaped row tubes welded with 108mm×6mm aluminum tube and aluminum elbow group. And its single-group row tube shape shown in figure 1.The cooler made of industrial pure aluminum. The welding wire of the welding process is ER1100. The exhaust pipe support by a stainless steel frame. And the contact part between the stainless steel frame and the exhaust pipe separate by rubber pad.



http://www.focusweld.com/contact-us
Weld preparation of aluminum pipeline
Prefabricated coolers instale and welded indoors and on site. Because the industrial pure aluminum soft and the standard potential value large (about -1.67v). After the prefabrication of single set of pipe row completed. Rubber pad with a thickness of 4mm should laid on the placing site to prevent potential corrosion after placing for a long time. Moreover, its production must made separately from carbon steel, stainless steel and other equipment. The required tools are: manual ac argon arc welding machine, aluminum level, wood hammer, nylon rope and big curved tooth file. The equipment should take protective measures to avoid damage to the surface of the pipeline during lifting and installation. The rigging should cover with rubber pipe.
Welding process and operation technology of aluminum pipeline
The welding equipment of the cooler is wse-315 manual ac-dc argon arc welding machine produced by Beijing dongsheng welding machine factory. Before welding, the staff should conduct a comprehensive inspection and debugging of the welding equipment to ensure no leakage of water and gas. Normal high-frequency arc initiation test and stable current, and the purity of argon gas should not lower than 99.99%. The welding wire should cleaned before use, the treatment process : acid wash – alkali wash and – water rinse. After acetone oil remove from the joint of the aluminum pipeline.
Specific content
1. High frequency arc starting must be used during arc starting. And direct contact between workpiece and tungsten rod not allowed. Because cold tungsten rod easy to cause blasting tungsten injection; Resulting in slag inclusion in molten pool and affecting weld quality.
2. Whether the arc quenching operation is correct or not will seriously affect quality of welding seam and the appearance of forming. Therefore, the arc pit should filled when arc quenching. And the weld pool should gradually reduced to avoid the generation of shrinkage holes.
3. After arc ignition, firstly preheat the groove of the welding spot. And then depress the arc to completely melt the metal in the groove. When the molten metal starts to collapse into the inside. Quickly send the welding wire, and pay attention to the timing of each wire feeding. As welding operation by 6 o ‘clock position to enter (or) at nine o ‘clock at three o ‘clock position. The welding speed should be faster and faster. Especially at 2 o ‘clock to twelve o ‘clock position .Continuously push wire, welding gun moving faster, otherwise easy to produce flash. When you meet the tack welding arc can appropriately widened, slow down in order to keep the penetration. The welding wire and torch should be in the correct position during the whole welding process.
4. After the completion of welding.Ray inspection to ensure that the welding seam reaches the second-level standard. Then conduct hydraulic test on the whole cooler to ensure that the relevant indexes meet the technical requirements.
Welding process comparison
For this kind of welding process, the welding joint with no gap adopt instead of the lining ring. Which greatly reduces the welding workload and reduces the manufacturing cost by using thinner pipe. Although this welding process is relatively difficult to operate. Andrough the specialized training staff can fully meet the welding technical requirements.
http://www.focusweld.com/product-detail/all-kinds-of-aluminum-welding-wire-er-1100404340475356